

CVD 金刚石涂层刀具在石墨加工中的应用
时间:2016-01-13 来源:虎岭精密工具有限公司 作者:admin
提要:CVD金刚石材料是一种超硬的多功能材料,具有极高的硬度、耐磨性、导热率、弹性模量、杨氏模量、化学稳定性、低摩擦系数、低膨胀系数等优点。因而成为中高速切削加工有色金属及其合金、
CVD 金刚石涂层刀具在石墨加工中的应用
1 CVD 金刚石刀具特点及应用
CVD金刚石材料是一种超硬的多功能材料,具有极高的硬度、耐磨性、导热率、弹性模量、杨氏模量、化学稳定性、低摩擦系数、低膨胀系数等优点。因而成为中高速切削加工有色金属及其合金、复合材料和硬脆非金属材料的最佳候选刀具材料之一。
金刚石工具可分为两种:一种是聚晶金刚石(PCD),另一种是化学气相沉积金刚石(CVD)。CVD金刚石,是一种高抗魔性的纯金刚石材料,不含粘结剂,纯度接近100%。硬度、耐磨性和热导率高,摩擦系数小,化学稳定性好,适用于高的切削速度。由于刀具导热性好,因此能在较高的切削速度下获得较好的表面粗糙度。此外CVD金刚石还有良好的润滑性,使它具备了在高速和干式切削中使用的关键优势。
CVD金刚石可用于制作车刀、铣刀、刨刀、镗刀等机械加工刀具。代替硬质合金刀具,工效提高十几倍到百倍,降低了劳动强度,工件加工精度明显提高,表面粗糙度显著降低。它是超硬材料和有机复合材料的理想加工刀具,而且在高速大批量生产中,加工诸如石墨和铝等材料,金刚石往往是最有效的工具。因此切削加工高纯石墨时CVD金刚石刀具相对于硬质合金刀具的优越性正是本文要深入研究的内容。
2 金刚石刀具与硬质合金刀刀具切削实验
2.1切削实验一
1)实验条件及方法
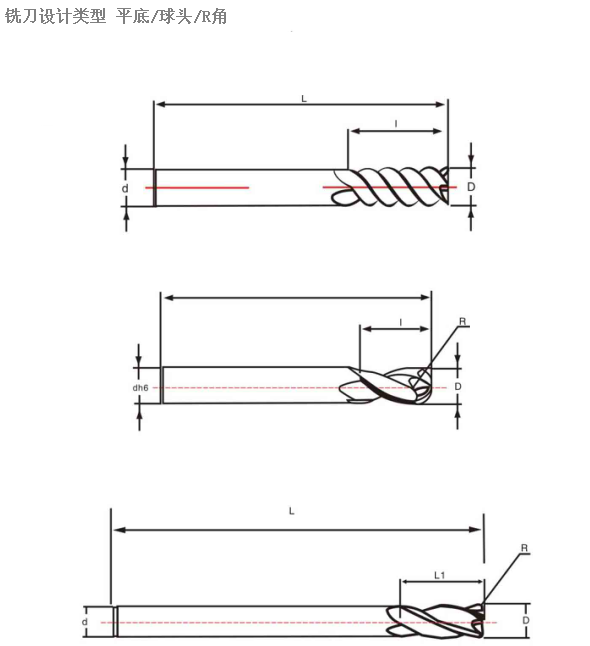
本文实验中所采用的是广州市虎岭精密工具有限公司研制的CVD金刚石刀具。切削试验在卧式ZH512B钻铣床上进行,采用工艺参数编号为050809的涂层工艺,所涂金刚石刀具为四刃球头铣刀,规格为 EB4*R3,材质为GK05A,总涂层时间为24H,涂层厚度20µm。涂层工艺参数如表1所示。
切削条件为:主轴转速8000rpm,切削速度Vc=150m/min,进给量ƒ=0.0625mm/t,切削参数ae=0.6mm,ap=1.8mm,水溶液冷却(20倍),切削方式:顺铣、侧铣,被切削材料GSK高纯石墨。刀具几何参数:前角6°,第一后角10°,第二后角22°,螺旋角30°。
表1 CVD金刚石涂层工艺
气压/mbar Ar浓度 H2浓度 CH4浓度 电压/V 电流/A 温度/℃
1.4 50% 48.5%∽49% 1.5% 70 200 820∽850
选用金刚石涂层刀具与未涂层刀具在同等切削条件下加工GSK高纯石墨,采用数显工具显微镜观察两种刀具在切削前、切削到25m、50、75m后的刀具图片,并拍摄后刀面磨损0.15mm时的两种刀具切削图片。同时拍摄金刚石涂层刀具在切削寿命到达前后的切削图片,并判断刀具寿命。
2)试验结果与分析
图1为金刚石涂层刀具与未涂层刀具在同
等切削条件下切削GSK高纯石墨磨损过程曲线图。
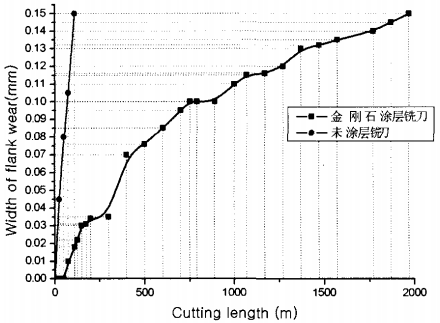
图1 切削磨损曲线
通过本实验可知,未涂层的硬质合金铣刀在很短时间内已开始磨损,且磨损剧烈,同时由于发生了粘着现象,经过很短时间的切削后就不能再使用。而金刚石涂层铣刀的切削长度可达到1970m。由此可见金刚石涂层刀具对于石墨的切削加工具有非常优良的切削性能。
图2∽5是两种刀具在切削前、切削到25m、50m、75m后的刀具显微图片。
图2 切削前刀具磨损图片
图 3 切削25m后刀具磨损图片
图4 切削50m后刀具磨损图片
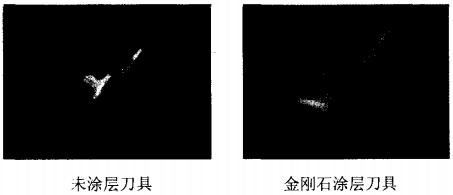
图5 切削75m后刀具磨损图片
从数显工具显微镜拍摄到的两种刀具对比图片可以发现,硬质合金刀具在切削25m后已开始磨损,且磨损量随着切削长度的增加而急剧扩大,而金刚石涂层刀具在切削过程中始终正常,直到1970m后才出现涂层破损的小缺口。
金刚石涂层刀具的主要优越性在于耐磨性比普通硬质合金有大幅度提高,并且其具有硬度高,导热系数小,耐热性好,形成自由能低等特点。涂层可在刀一屑、刀一工界面起到应力屏障、热屏障、化学扩散屏障等作用,这样不仅可使刀具表面抗磨粒磨损、抗扩散磨损、抗氧化磨损的能力大大增强,而且对刀具基体也可起到有效的保护作用,因此可大大提高刀具的寿命。
- 上一篇:没有了
- 下一篇:桁架机器人、关节机器人、智能车间 加工自动化